100 silicone oil
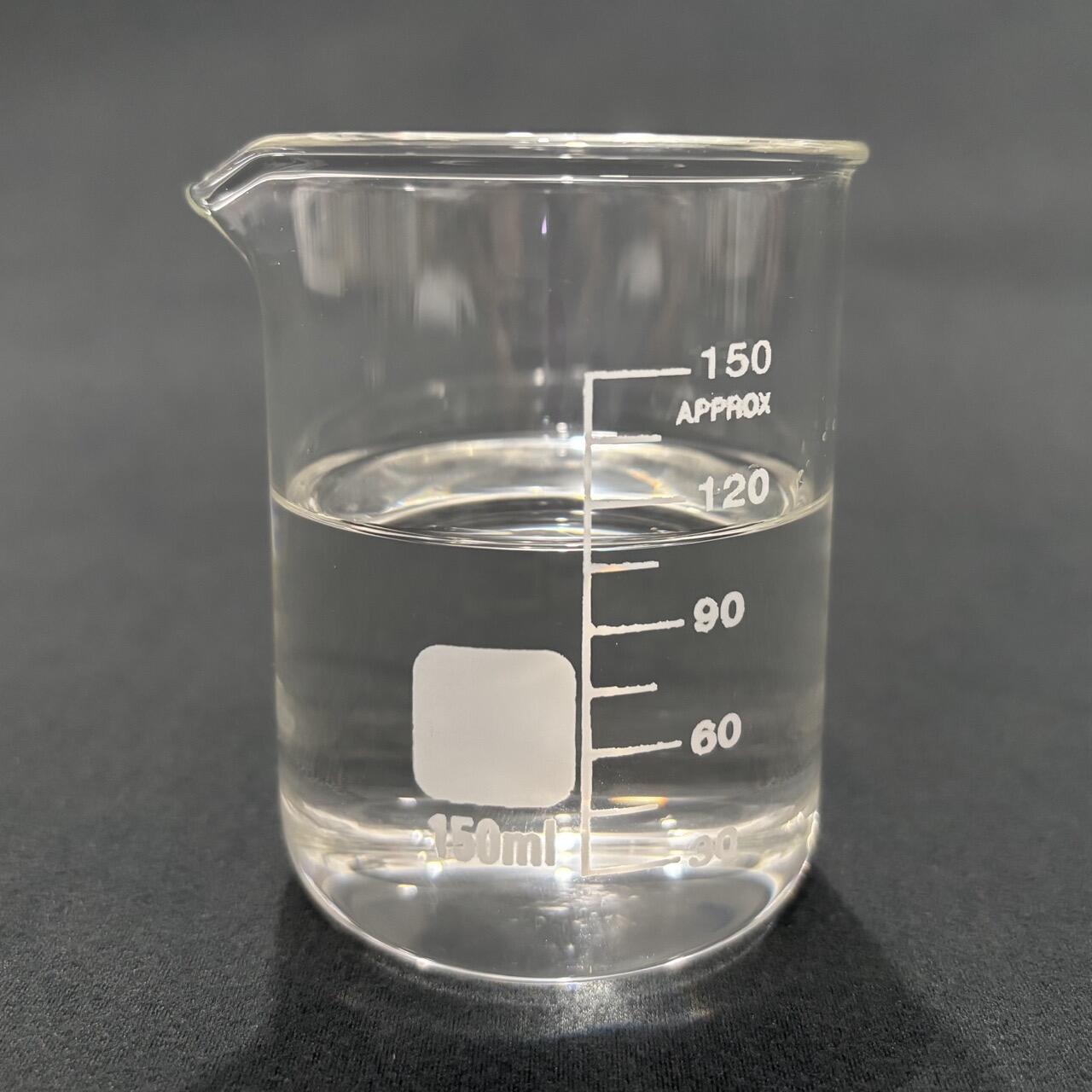
100 silicone oil is a versatile synthetic fluid that has revolutionized numerous industrial and commercial applications. This clear, colorless liquid is characterized by its remarkable thermal stability, water repellency, and chemical inertness. With a viscosity of 100 centistokes, it strikes an optimal balance between flow and durability, making it ideal for various applications. The oil's molecular structure consists of alternating silicon and oxygen atoms, creating a stable backbone that contributes to its exceptional performance characteristics. It maintains consistent properties across a wide temperature range, from -40°C to 200°C, making it invaluable in demanding environments. The oil exhibits excellent dielectric properties, making it suitable for electrical applications, while its low surface tension enables superior spreading and coating capabilities. In manufacturing, it serves as a vital component in mold release agents, lubricants, and heat transfer fluids. The cosmetic industry utilizes it in various personal care products due to its skin-friendly nature and ability to impart a smooth, silky feel. Additionally, its resistance to oxidation and weathering makes it an excellent choice for weather sealing and protective coatings.